
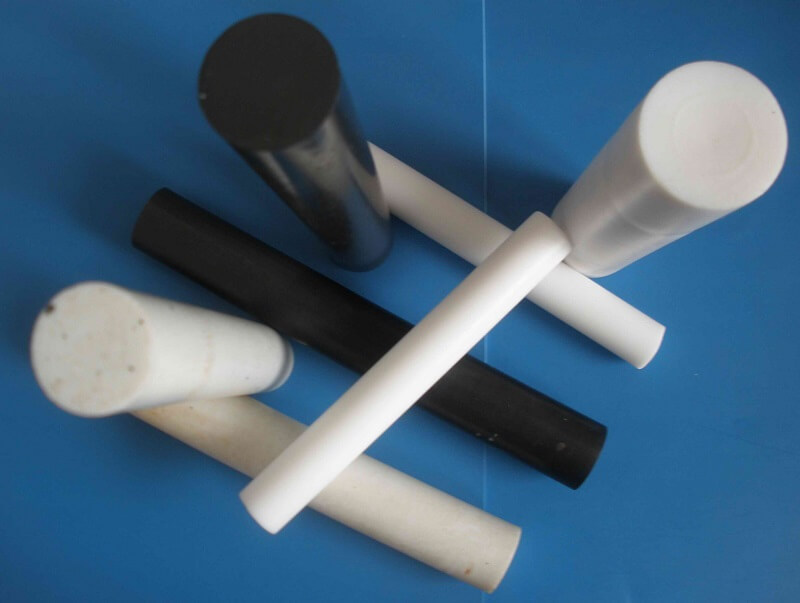
Själva PTFE-staven har god korrosionsbeständighet, icke-åldrande, hållbar och pålitlig tätningsprestanda;efter specialbehandling har den bra krypmotstånd och kallflödesmotstånd.PTFE-stav kan vara i ett brett temperaturområde. Användning, långsiktig säkerhet,mjuk och lätt att skära, genom mekanisk eller manuell skärning, lätt att installera.Processflödet för att tillverka PTFE-stavmaterial är som följer:
DePTFE-stavsjälv har god korrosionsbeständighet, icke-åldrande, hållbar och pålitlig tätningsprestanda;efter specialbehandling har den bra krypmotstånd och kallflödesmotstånd.PTFE-stav kan vara i ett brett temperaturområde Användning, långsiktig säkerhet, mjuk och lätt att skära, genom mekanisk eller manuell skärning, lätt att installera.Processflödet för att tillverka PTFE-stavmaterial är som följer:
1. Formberedning: torka rent med sprit, det finns ingen rost och inga fästen i formen.
2. Beredning av råmaterial: rena F4-produkter, F4-finharts, krossad, siktad.
3. Väg enligt formeln G=PV (där G är mängden matning, P är densiteten av förformen (2,18 g/cm3) och V är produktvolymen).
4. Avformning och putsning: Ta ut halvfabrikatet ur formen, putsa dess yta så att ytan blir slät och kanterna snygga.
5.Förformning (pressning): Beräkna pressens manometertryck enligt formeln och ställ in manometertrycket för pressen.
6. Matning: Fördela F4-harts jämnt på hela pressytan.
7. Sintring: Sätt in halvfabrikatet långsamt i sintringsugnen, lägg i lämplig mängd och värm upp till ca 390 grader i en timme och håll det sedan varmt i en timme.Efter cirka fyra timmar börjar temperaturen svalna.Efter cirka fyra timmar når den rumstemperatur och fortsätter till den färdiga produkten.Ut ur ugnen är den slutliga formen klar.
Posttid: 2020-04-04